70
4. Производство шрифтов в прошлом и настоящем
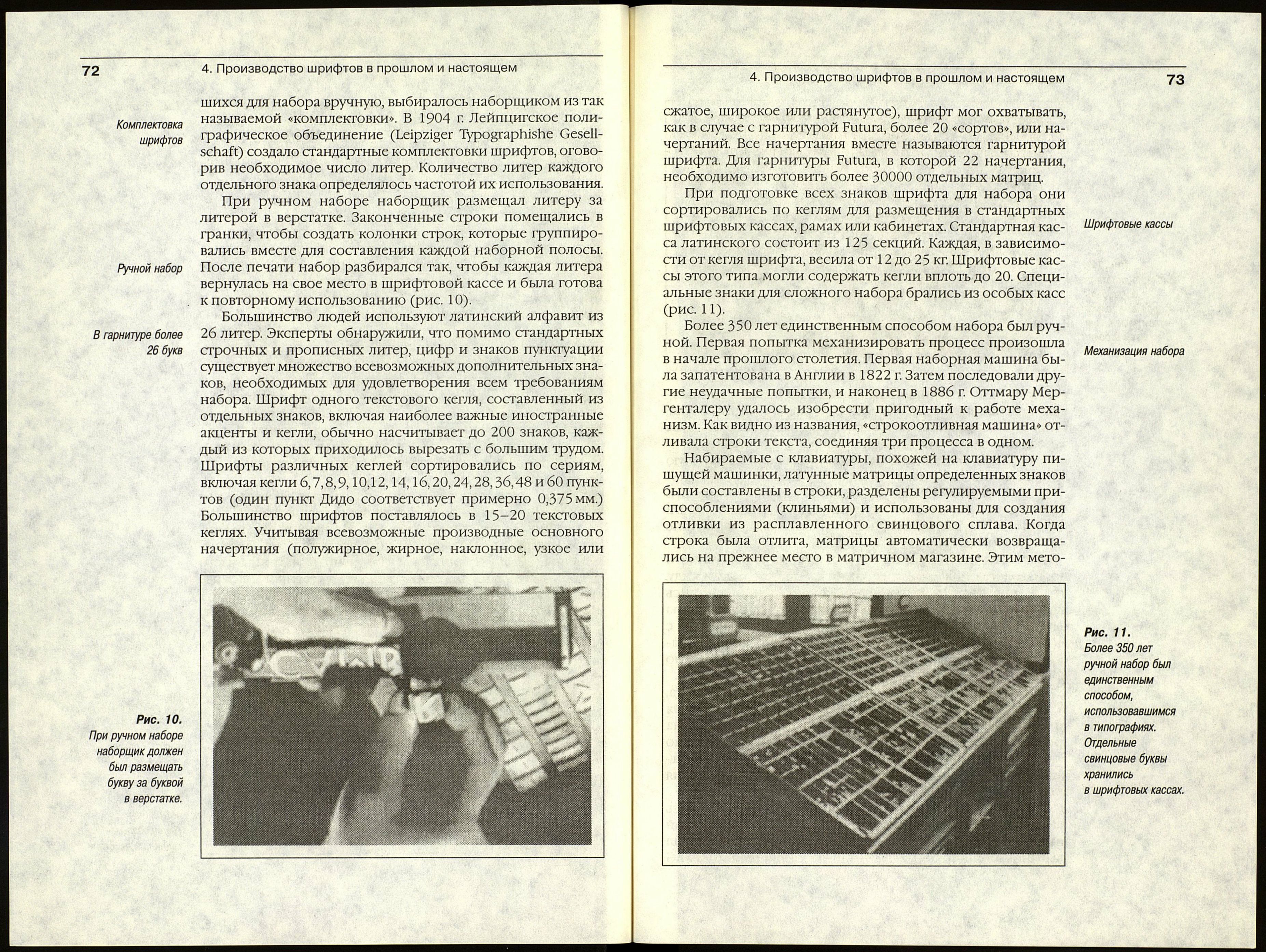
Рис. 8.
Вплоть до
изобретения в 1845 т.
шрифтоотливной
машины, ручная
отливная форма,
созданная
Гутенбергом
приблизительно
в 1440 г., была
единственным
способом
производства букв из
свинца.
Рис. 7.
Старейшее
производство
матриц - гравировка
стальных пуансонов.
С помощью
надфилей и штихелей
гравер-пуансонист
изготавливает букву
в натуральную
величину, нанося ее
изображение на
полированный
четырехгранный
брусок.
ной машины и появления полностью механизированной
шрифтолитейной машины в наборных цехах с 1861 г. или
где-то около того, все шрифты создавались вручную с ис¬
пользованием этих инструментов (рис. 8).
Далее последовало изобретение гальванотипии Мори-
цем Германом Якоби в 1838 г., заменившее отнимавшее вре¬
мя и силы производство стальных пуансонов. Теперь от¬
дельные знаки переводились на материал, более походив¬
ший на типографский сплав гарт, чем на стальные бруски.
Излишки материала снаружи и внутри знаков (внутрибук-
4. Производство шрифтов в прошлом и настоящем
71
венные просветы) удалялись обычным способом. В резуль¬
тате появлялся шаблон в виде пластины. Несколько шабло¬
нов размещались вместе, покрывались защитным слоем (за
исключением стороны с буквами) и погружались в гальва¬
нованну с раствором солей меди и никеля. Через несколько
дней (от 2-х до 10-ти) заготовка покрывалась медно¬
никелевым слоем достаточной толщины, и форма была го¬
това к отливке.
Для осуществления описанного выше метода гальвано¬
типии требовался трехмерный оригинал. Для использова¬
ния третьего метода требовался двумерный оригинал, кото¬
рый сканировался при помощи «чувствительного» устрой¬
ства. Исходное изображение обычно было знаком, гравиро¬
ванным на меди (латуни), называвшимся шаблоном. Задача
шаблониста состояла в том, чтобы перевести оригинал на
латунный шаблон. Он выполнял ее вручную, включая грави¬
ровку контуров рисунка, увеличенных фотоспособом, и ис¬
правление недостатков контура, появившихся во время гра¬
вировки. В процесс также входила корректировка формы и
насыщенности знаков отдельных кеглей. Работа шаблони¬
ста была весьма ответственной, так как законченный шаб¬
лон использовался как основа для чисто механических про¬
цессов, проводимых при помощи матричной гравироваль¬
ной машины (рис. 9).
Матричная гравировальная машина использовалась для
того, чтобы перевести изображение с латунного шаблона
на матрицу. Одним из основных узлов машины был меха¬
низм, который позволял проводить пропорциональные из¬
менения размеров оригинала. Полученные матрицы часто
использовались только один раз, а затем дублировались по¬
средством гальванического метода.
После отливки и дополнительной доработки, литеры
сортировались по группам в соответствии с начертанием.
Количество отдельных металлических знаков, требовав-
Гальванотипия
Рис. 9.
Матричная
гравировальная
машина в действии.