вы), боковых и задних, приклеивающихся к плоскости щита. Порядок
расчерчивания следующий: сначала по вспомогательной графической
сетке расчерчивается лицевая грань, затем по ее контуру —боковые и
задние. Надо сказать, что ни для какой буквы не удастся сделать
полную заготовку из одного листа. Недостающие части вырезаются
отдельно и затем подклеиваются.
Объемные буквы легки по весу. Вследствие этого они удобны для
оформления не только выставок и других стационарных форм нагляд¬
ной агитации, но и колонн демонстрантов.
Объемные буквы могут быть выпилены из фанеры. Их без особого
труда может изготовить любой человек, владеющий лобзиком. Окра¬
шенные или сохраняющие свой натуральный цвет, они очень эффектны
на всевозможных щитах и выставочных стендах, на которых их обыч¬
но используют для заголовков и основных надписей и цитат.
Выпиливание таких букв начинается с внутрибуквенных просветов.
Шаблоном при выпиливании служат особенно тщательно сделанные
буквы.
Очень интересен и вполне доступен для исполнения особый вид
объемных букв, который появился в самое последнее время. Буквы
делаются из узкой полоски металла, пластмассы или даже толстой
бумаги (полуватмана). Строго одинаковой ширины полоски ставятся
ребром на плоскость, на которой будет сделана надпись, должным
образом выгибаются по скелетному рисунку букв и в нужных местах
склеиваются (припаиваются). Получаются как бы скелетообразные
буквы, у штрихов которых, по существу, нет толщины (то есть только
толщина листового металла или даже бумаги), но зато есть относи¬
тельно большая глубина, которая и создает падающую тень. В неко¬
торых случаях это может дать большой эффект.
Объемные буквы из бумаги, фанеры, металла красивы, но изготов¬
ление их очень трудоемко. А нет ли для самодеятельного художника
более доступного способа «массового» производства объемных букв^
Оказывается, есть — отливка.
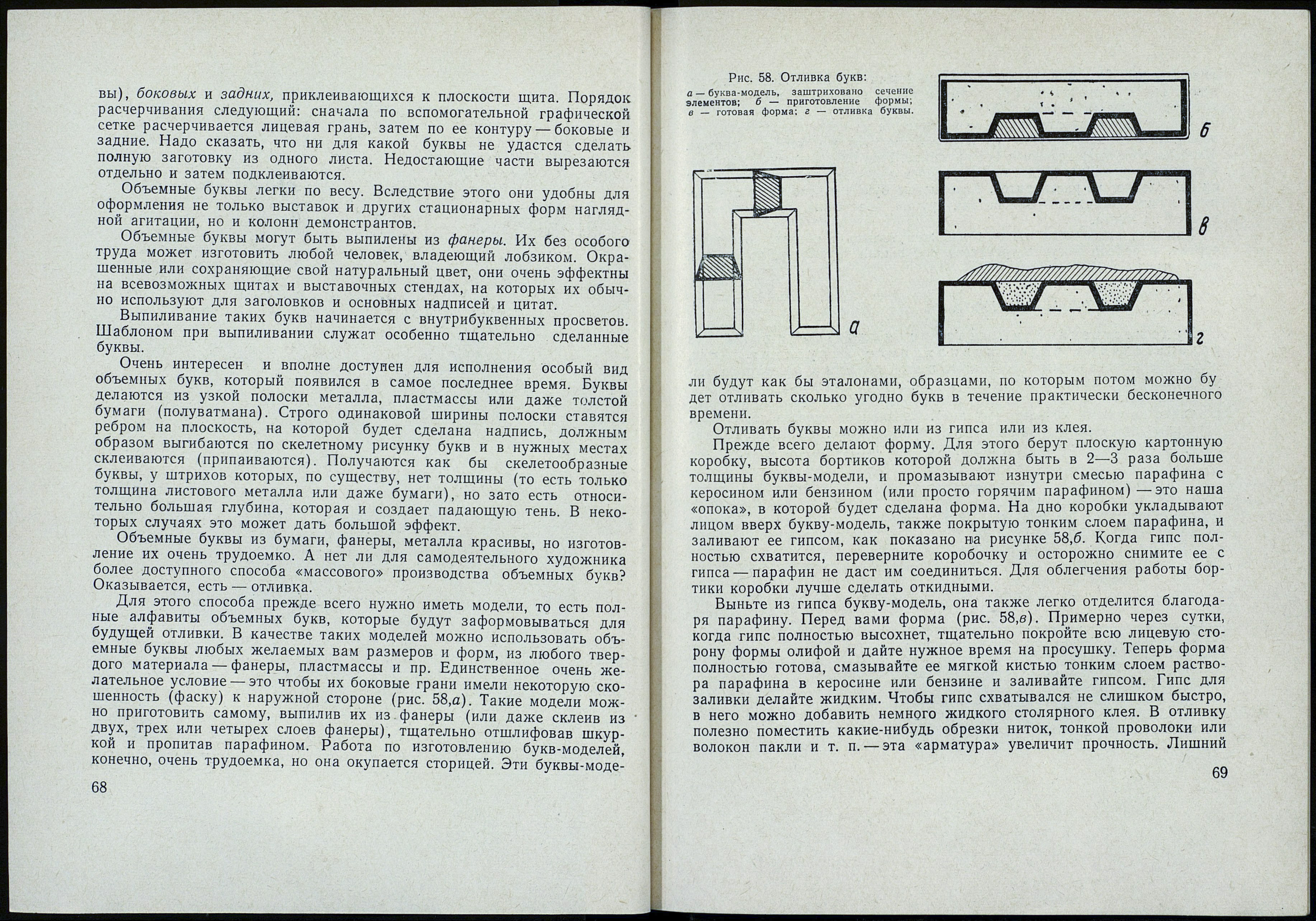
Для этого способа прежде всего нужно иметь модели, то есть пол¬
ные алфавиты объемных букв, которые будут заформовываться для
будущей отливки. В качестве таких моделей можно использовать объ¬
емные буквы любых желаемых вам размеров и форм, из любого твер¬
дого материала —фанеры, пластмассы и пр. Единственное очень же¬
лательное условие —это чтобы их боковые грани имели некоторую ско¬
шенность (фаску) к наружной стороне (рис. 58,а). Такие модели мож¬
но приготовить самому, выпилив их из.фанеры (или даже склеив из
двух, трех или четырех слоев фанеры), тщательно отшлифовав шкур¬
кой и пропитав парафином. Работа по изготовлению букв-моделей,
конечно, очень трудоемка, но она окупается сторицей. Эти буквы-моде-
68
Рис. 58. Отливка букв:
а — буква-модель, заштриховано сечение
элементов; б — приготовление формы;
в — готовая форма; г — отливка буквы.
'- ІТ -Ж1_
ли будут как бы эталонами, образцами, по которым потом можно бу
дет отливать сколько угодно букв в течение практически бесконечного
времени.
Отливать буквы можно или из гипса или из клея.
Прежде всего делают форму. Для этого берут плоскую картонную
коробку, высота бортиков которой должна быть в 2—3 раза больше
толщины буквы-модели, и промазывают изнутри смесью парафина с
керосином или бензином (или просто горячим парафином)—это наша
«опока», в которой будет сделана форма. На дно коробки укладывают
лицом вверх букву-модель, также покрытую тонким слоем парафина, и
заливают ее гипсом, как показано на рисунке 58,6. Когда гипс пол¬
ностью схватится, переверните коробочку и осторожно снимите ее с
гипса — парафин не даст им соединиться. Для облегчения работы бор¬
тики коробки лучше сделать откидными.
Выньте из гипса букву-модель, она также легко отделится благода¬
ря парафину. Перед вами форма (рис. 58,в). Примерно через сутки,
когда гипс полностью высохнет, тщательно покройте всю лицевую сто¬
рону формы олифой и дайте нужное время на просушку. Теперь форма
полностью готова, смазывайте ее мягкой кистью тонким слоем раство¬
ра парафина в керосине или бензине и заливайте гипсом. Гипс для
заливки делайте жидким. Чтобы гипс схватывался не слишком быстро,
в него можно добавить немного жидкого столярного клея. В отливку
полезно поместить какие-нибудь обрезки ниток, тонкой проволоки или
волокон пакли и т. п.— эта «арматура» увеличит прочность. Лишний
69