23 J. G. SCHELTER & GIESECKE, MASCHINENFABRIK IN LEIPZIG 15
VERBESSERTE APPARATE FÜR
PAPIERSTEREOTYPIE
Seitdem wir im eigenen Etablissement
die für die Buchdruckerei schier unentbehr¬
lich gewordene Papierstereotypie betreiben,
sind wir durch eine langjährige Praxis auf
mancherlei Mängel an den dem nützlichen
Geschäftszweige dienenden Apparaten und
Gerätschaften aufmerksam geworden, so daß
wir uns entschlossen haben, dieselben unter
Berücksichtigung unserer Erfahrungen neu
zu konstruieren und in unserer mit besten
Hilfsmaschinen versehenen Maschinenfabrik
in sorgfältigster Weise solid herzustellen.
Durch die Vereinfachung der Modelle sowie
Einführung einer durchgehends rationellen
Bearbeitung der einzelnen Teile wurde es
uns möglich, eine wohlfeilere Herstellung
zu erzielen. Es liegt nicht in unserer Ab¬
sicht, hier eine spezielle Abhandlung über
Herstellung der Stereotypplatten zu geben,
diese finden unsere geehrten Leser in den
betreffenden Fachwerken und Journalen, das
Nachstehende soll sich vielmehr in der Haupt¬
sache darauf beschränken, unsere neuesten
Apparate zur Anschauung zu bringen; nur
des Zusammenhanges sowie besseren Ver¬
ständnisses wegen lassen wir in flüchtigen
Umrissen die hauptsächlichsten Vorgänge bis
zur Fertigstellung der Stereotypplatten vor¬
ausgehen. Die Arbeit des Stereotypierens
umfaßt die Anfertigung der Matrize, das
Gießen der Platte und das Fertigmachen
derselben. Die aus verschiedenen Lagen von
feinem Seiden- und Löschpapier bestehende
und mit Kleister durchtränkte Matrize wird
mit einer Abklopfbürste auf die im Schlie߬
rahmen geschlossene Form eingeschlagen,
nachdem in einer erwärmten Presse unter
gleichmäßigem Drucke getrocknet. Die zum
Gießen fertige steife Matrize, in welcher die
Köpfe der Typen sich vollständig scharf ein¬
geprägt haben, wird in das Gießinstrument
gelegt, in welchem ein einzusetzender Winkel
Länge, Breite und Stärke der gewünschten
Platte normiert. Das in einem besonderen
Schmelzkessel flüssig gemachte Stereotyp¬
metall wird alsdann in den durch den Gie߬
winkel hergestellten Raum gegossen und
kann nach dem Erkalten die Platte aus dem
Instrument genommen werden, um nun die
letzte Arbeit, das Fertigmachen, an der¬
selben zu vollziehen. Außer dem genauen
Durchsehen, Nachbesseren und Verputzen
der Platten sind die Plattenkanten noch mit
dem Bestoßzeug zu bearbeiten, eventuell
mit einer Facette zu versehen. Sollen die
Platten zum Druck eingehoben werden, so
sind sie vorher auf Schrifthöhe zu bringen,
entweder durch Aufnageln auf Holzklötze
oder durch Unterstellen von Plattenschuhen,
auf die wir weiter unten noch zurückkommen.
Wenn die Einrichtung wirklich leistungsfähig
werden soll, so müssen für jeden speziellen
Teil der Stereotypie besondere Apparate vor¬
handen und eigens für diesen Zweck kon¬
struiert sein. Die Leistungsfähigkeit wird
hierdurch nicht nur in Bezug auf die Quan¬
tität, sondern auch, wie uns die Erfahrung
gelehrt, bezüglich der Qualität der erzeugten
Platten wesentlich erhöht. Zur Stereotypie-
Einrichtung sind erforderlich: 1 Trocken¬
presse mit Schließrahmen, 1 Gießinstrument
mit Gießwinkel, 1 Kantenbestoßzeug mit
Gerad- und Facettenhobel, 1 Schmelzkessel,
1 Gießlöffel, 1 Krätzlöffel, 1 Abklopfbürste,
1 Kleisterpinsel und diverse Stichel. Die
hauptsächlichsten dieser Apparate etc. sollen
im Nachstehenden noch einmal besonders
besprochen werden. Die Trockenpresse, zum
Nachpressen und zum Trocknen der feuchten
Papiermatrize bestimmt, besteht aus einem
gußeisernen genau gehobelten hohlen Fun¬
dament und einem ebensolchen zwischen
zwei Säulen geführten Tiegel, welcher durch
Schraube und Handrad gegen das Funda¬
ment gepreßt wird, nachdem die Form mit
der zu trocknenden Matrize auf dasselbe
gelegt wurde. Um das Trocknen zu be¬
schleunigen, wird das Fundament auf ver¬
schiedene Art gleichmäßig erwärmt, und zwar
ist die Intensität der Wärme so zu regulieren,
daß weder Schrift noch Matrize Schaden er¬
leiden kann. Die beste und gleichmäßigste
Erwärmung wird unstreitig durch Dampf
erzielt, da dessen Wärme (bei 2 Atmosphären
120 Grad Celsius, bei 3 Atmosphären 134 Grad
Celsius, bei 4 Atmosphären 144 Grad Celsius)
nie im Stande ist, die eingeschlossene Schrift
zu schmelzen. Es empfiehlt sich deshalb in
allen Fällen, wo Dampf disponibel, die Be¬
heizung der Pressen mit diesem zu bewirken,
da abgesehen von der guten Wärmewirkung
die Dampfheizung auch die bequemste und
reinlichste ist. Unsere neuen Dampftrocken¬
pressen zeichnen sich von denen anderer
Konstruktionen dadurch aus, daß die beiden
Führungssäulen nicht mit dem Dampfraum
direkt in Verbindung stehen und ferner das
Fundament aus einem hohlen ganzen Stück
gegossen wird, während bei den anderen
Pressen der Boden mit einer Anzahl von
Schrauben besonders an das Fundament ge¬
schraubt und abgedichtet wurde. Während
Kolonei Antiqua 20
J. Q. Scheiter & Qiesecke, Schriftgießerei, Leipzig
H 46
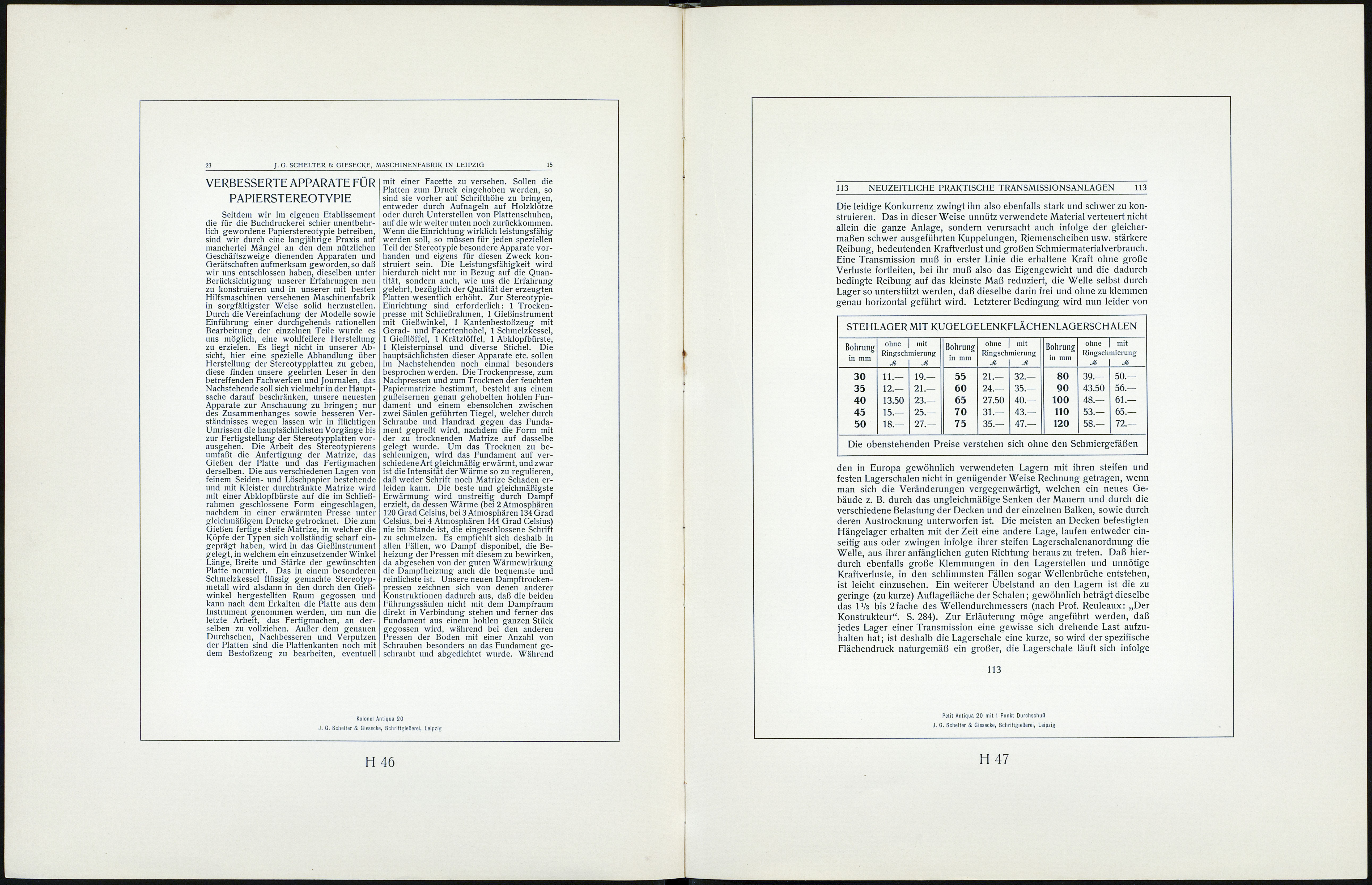
113 NEUZEITLICHE PRAKTISCHE TRANSMISSIONSANLAGEN 113
Die leidige Konkurrenz zwingt ihn also ebenfalls stark und schwer zu kon¬
struieren. Das in dieser Weise unnütz verwendete Material verteuert nicht
allein die ganze Anlage, sondern verursacht auch infolge der gleicher¬
maßen schwer ausgeführten Kuppelungen, Riemenscheiben usw. stärkere
Reibung, bedeutenden Kraftverlust und großen Schmiermaterialverbrauch.
Eine Transmission muß in erster Linie die erhaltene Kraft ohne große
Verluste fortleiten, bei ihr muß also das Eigengewicht und die dadurch
bedingte Reibung auf das kleinste Maß reduziert, die Welle selbst durch
Lager so unterstützt werden, daß dieselbe darin frei und ohne zu klemmen
genau horizontal geführt wird. Letzterer Bedingung wird nun leider von
STEHLAGER MIT KUGELGELENKFLÄCHENLAGERSCHALEN
Bohrung
in mm
ohne
Ringsch
Л
mit
mierung
Л
Bohrung
in mm
ohne
Ringsch
M
mit
mierung
Л
Bohrung
in mm
ohne
Ringsch
Ж
mit
mierung
Л
30
35
40
45
50
11.—
12.—
13.50
15.—
18.—
19.—
21.—
23.—
25.—
27,—
55
60
65
70
75
21,—
24,—
27.50
31.—
35.—
32,—
35,—
40.—
43,—
47,—
80
90
100
110
120
39.—
43.50
48.—
53,—
58.—
50,—
56,—
61,—
65.—
72,—
Die obenstehenden Preise verstehen sich ohne den Schmiergefäßen
den in Europa gewöhnlich verwendeten Lagern mit ihren steifen und
festen Lagerschalen nicht in genügender Weise Rechnung getragen, wenn
man sich die Veränderungen vergegenwärtigt, welchen ein neues Ge¬
bäude z. B. durch das ungleichmäßige Senken der Mauern und durch die
verschiedene Belastung der Decken und der einzelnen Balken, sowie durch
deren Austrocknung unterworfen ist. Die meisten an Decken befestigten
Hängelager erhalten mit der Zeit eine andere Lage, laufen entweder ein¬
seitig aus oder zwingen infolge ihrer steifen Lagerschalenanordnung die
Welle, aus ihrer anfänglichen guten Richtung heraus zu treten. Daß hier¬
durch ebenfalls große Klemmungen in den Lagerstellen und unnötige
Kraftverluste, in den schlimmsten Fällen sogar Wellenbrüche entstehen,
ist leicht einzusehen. Ein weiterer Übelstand an den Lagern ist die zu
geringe (zu kurze) Auflagefläche der Schalen ; gewöhnlich beträgt dieselbe
das IV2 bis 2fache des Wellendurchmessers (nach Prof. Reuleaux: „Der
Konstrukteur“. S. 284). Zur Erläuterung möge angeführt werden, daß
jedes Lager einer Transmission eine gewisse sich drehende Last aufzu¬
halten hat; ist deshalb die Lagerschale eine kurze, so wird der spezifische
Flächendruck naturgemäß ein großer, die Lagerschale läuft sich infolge
113
Petit Antiqua 20 mit 1 Punkt Durchschuß
J. Q. Scheiter & Gicsecke, Schriftgießerei, Leipzig
H 47